|
商品の詳細:
|
| 構造: | 水平方向 | プラスチックタイプ: | 熱可塑性 |
|---|---|---|---|
| 方法を柔軟にすること: | ネジ式 | 方法を締め金で止めること: | 油圧及び機械 |
| オートメーション: | 自動 | 輸送のパッケージ: | 輸出標準的なパッキング |
| HS コード: | 8477101090 | 力を締め金で止めること: | 2000KN |
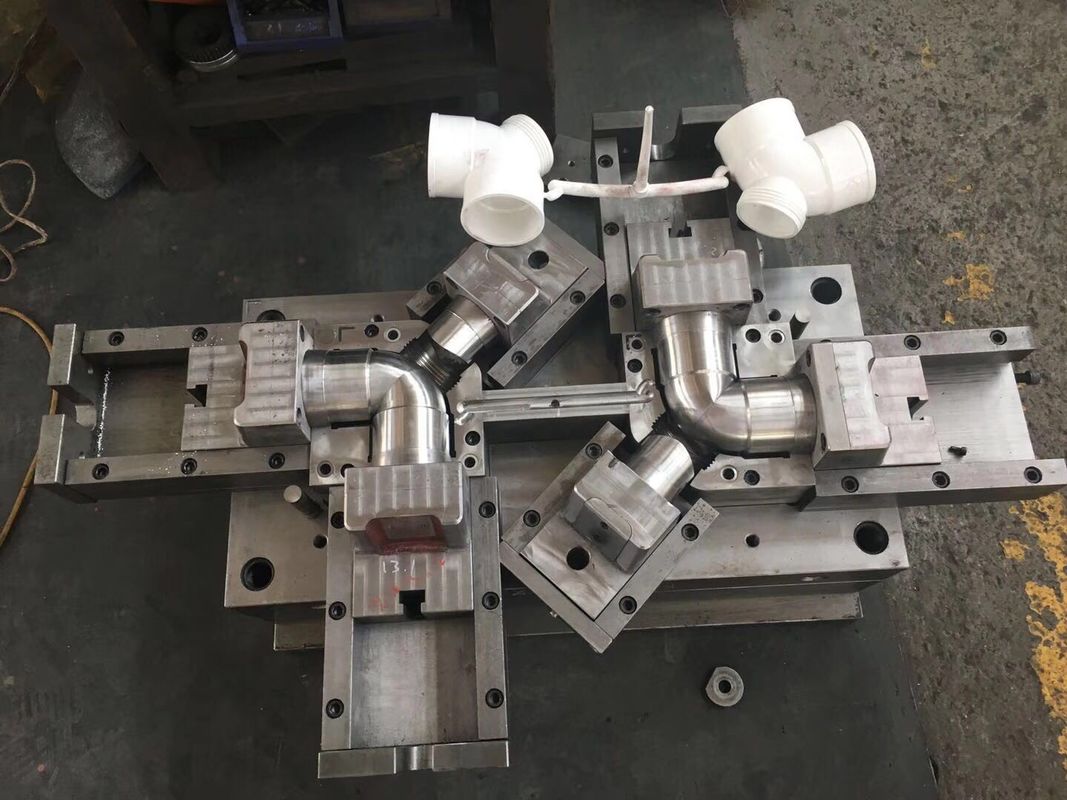
| ハイライト: | 機械を作るプラスチック プロダクト,熱可塑性の射出成形機械 |
||
熱いランナーの技術は費用節約および短縮の形成周期のような独特な技術的な利点のプラスチック注入の形成の技術の重要な分野になりました。熱いランナーの技術の利点は慣習的で冷たいランナーによって比較しました:
1. 原料を救い、コストを削減して下さい。
2.形成周期を短くし、機械の効率を改善して下さい。
3.プロダクトの表面質そして機械特性を改良して下さい。
4.ポイント ゲートは3版を使用しないで死にます使用することができます。
5。単一プロダクトは側面のゲートによって経済的に形成することができます。
6.オートメーションのある程度を改善して下さい;
ゲートの凍結を制御するのに7.針弁のゲートが使用することができます。
8。複数のキャビティ型の注入の部品の質は同じです。
9.注入によって形成されるプロダクトの表面の美学を改善して下さい。
熱いランナーの取付けはプロダクトの質と直接関連しています。熱いランナーの取付けの注意のための次のポイントは次の通りあります:
1. 型をセットアップして下さい、上部を死に、きれいにします空気銃によってすべての穴および型板を平らにして下さい。
2. 穴のサイズを点検して下さい、深さに焦点を合わせて下さい、型板のぎざぎざを取除いて下さい。同時にロックの分路の版および中心の釘のねじ穴およびダンピング防止のピン ホールが処理されたかどうか、点検。熱いランナーをこの場所ではじめて形成させるマスターは頻繁にそれを逃しました。
3.型に協力する熱いノズルの密封剤の位置および上部のステップ位置で赤い丸薬を掃除して下さい。
4.熱いノズルを試験組み立て、次にシーリング接着剤のレベルが赤を摩擦するかどうか、そしてステップ位置が型に触れるかどうか確認するために取除いて下さい。そうでなかったら、取付けを停止し、間違いの原因を点検し、そして堅い協同および漏出を保障しないために調節して下さい。このプロセスの間に口の先端に触れないように気を付けて下さい。
5.すべての熱いノズルを取付け、中央パッド、中央ピンそして反再販売を取付け、熱いノズルの表面の赤く赤いポテトを掃除して下さい。
6。ノズルのレベルおよび中央クッションの高さを点検すれば、間違いは0.05 mm以内にあります。
7.分路の版の試験の取付け。熱ノズルのシーリング リングを逃さないことに注意は形式的に分路の版を取付けた場合払われるべきです。
8。すべてがHongdanに会い、接着剤を漏らさないことを確認するために分路の版と熱いノズル間の協同を点検して下さい。
9.熱先端の配線をきれいにし、端正および美しくさせ、ラインの各グループに順に番号を付け、そしてアクネの挿入にラインを接続して下さい。
10.周囲が平面フレームの死に、次に分路の版の中間子の赤く赤い赤を掃除するより高い分路の版に、締めます分路の版の固定ねじを(バランスへの注意同じ高さで、分路の版の4つのコーナーを保ちます)、制御します分路の版の中間子をです0.10-0.15mm形式的に荷を積んで下さい。
平面が中間子赤に会う、型板がディバイダーの版の中間子を抑制することを確認します試験取付けて下さいかどうか11.コード型板を、点検し。
12。ダイスを締め、立てて下さい。ゲートと先端間のマッチが最後の表面からの条件を満たすかどうか確認して下さい。ゲートの表面の先端により少なくより0.1-0.2 mmを作るため、先端は風変りなべきではないです。短絡がないように注意深くマルティメーターが付いている回路の各グループを、回路の壊れ目、漏出、等検出して下さい。ラインの各グループはすべての回路が正常であることを保障するために正しく対応します。
13。試験の暖房のためのサーモスタットを、最初の暖房100 Cの内であるべき保ちます予備加熱のための10分を接続すれば除湿は、ヒーターを保護します;常態、持ち上がることをテスト整理できればそして、必須の温度へのウォーミングアップは、死にます。
![]()
コンタクトパーソン: Mr. Michael
電話番号: 0086-18658255281
ファックス: 86-574-88396095